
活用案例
螺絲鎖附機-2
課題
計算螺絲鎖入圈數,比對時間log找出品質不良原因,改善以避免出廠不良退回

舊有設備
公司內部設備,自製的螺絲鎖附機
(自製用來將螺絲鎖附至特殊形狀的工作物)
以往的問題點
- 發現同位置同款式螺絲鎖緊時間顯著差異,但未記錄過程,故無法確立問題所在
- 發生出廠後不良,整批退回,造成損失
解決對策
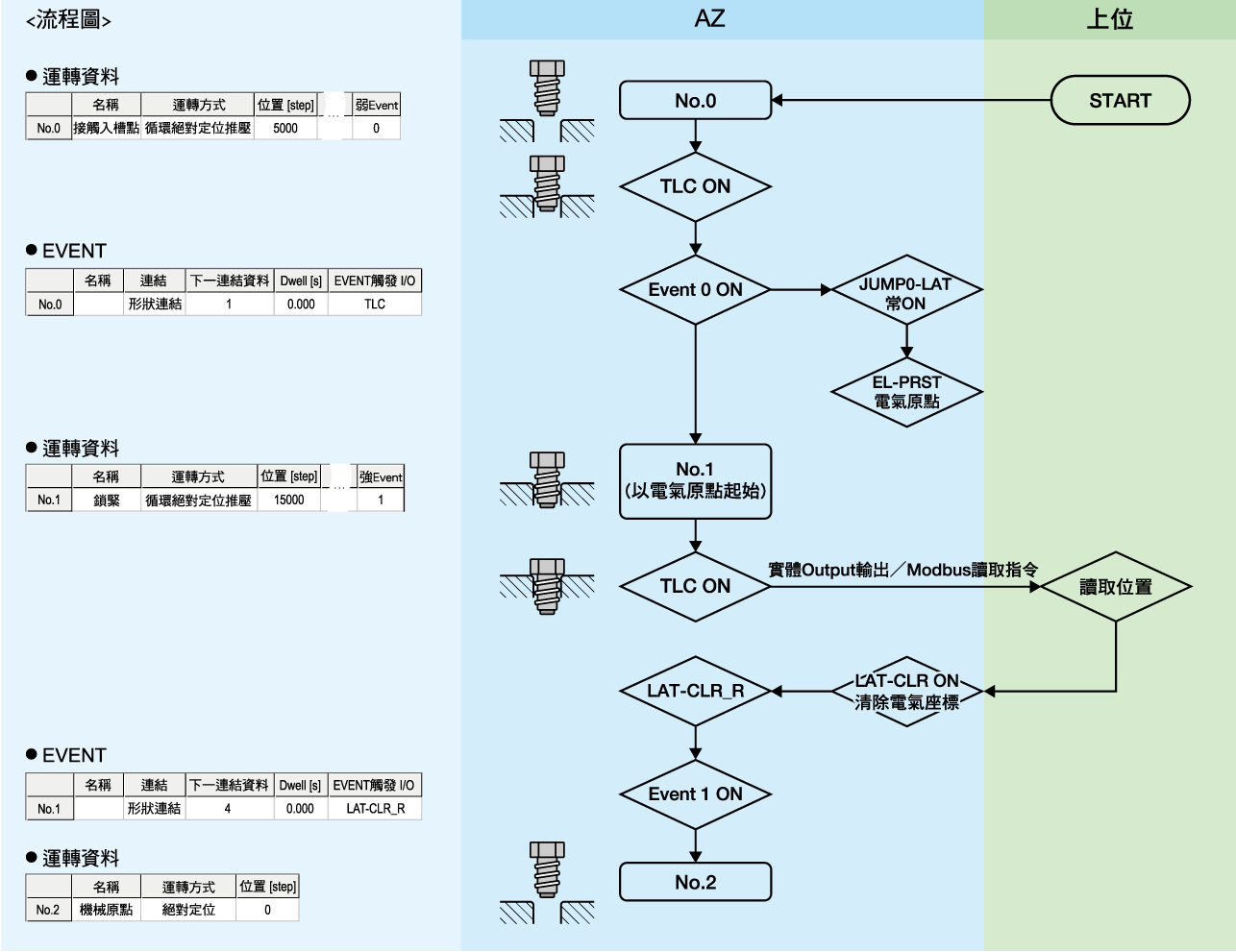
以AZ系列的「TLC」+「EVENT」+「虛擬輸入 JUMP0-LAT」+「EL-PRST」+「位置讀取」,取得行程資料

提案
●「接觸入槽點」時利用「TLC」+「EVENT」跳轉執行「鎖緊動作」
●「EVENT」被觸發使「虛擬輸入 JUMP0-LAT」觸發「EL-PRST」,將「接觸入槽點」座標改為電氣原點(歸零)
● 完成「鎖緊」動作時,以「TLC」信號呼叫上位,透過Modbus(RTU)讀取現在位置,即為螺絲旋入行程
<設定運轉資料>

<設定EVENT跳轉>

<設定虛擬輸入>

<設定輸入信號-清除電氣座標>

延伸提案
零件組裝設備各種動作應用,推薦AZ家族模組化產品,一站式解決
同時具有控制&配線統一進而減少設計、編程、起動工時,減少維修備品等優點
| 多點、高速定位 | 頂升、推拉、加壓 | 高剛性、大慣量多點旋轉定位 |
|---|---|---|

|

|

|
| 重載Loader & Unloader | 抓取、夾持、尺寸量測 | 精細微調、微量進給&推壓 |

|

|

|


